思想领导力

Stuart Servis


 关闭详情
关闭详情
监测机器健康的可穿戴设备:状态监控
状态监控(CbM)相当于工业4.0版本的可穿戴健身设备。随着网络连接的爆炸式增长,我们有机会以前所未有的方式观察物理世界,实时、细致地查看物理过程的运行。在工业系统中,我们需要了解的一个重要过程是设备和机器的老化。这在许多行业中都非常重要,例如石油天然气、风力发电和工业过程控制。在这些行业中,设备成本高昂,停机代价巨大。
意外停机可能造成每小时数千美元的损失。2017年的一项研究发现,企业因停机造成的平均损失高达200万美元。与计划性维护相比,意外停机的成本要高得多,因为在完成故障诊断、零件订购和维修之前,机器都无法运行。
机器能否在额定参数范围内持续运行,以及其预期剩余寿命,会受到运行时间、负载变化、工作环境、突发损坏事件等因素的影响。状态监控旨在量化这些影响,在需要立即处理时发出警报,并准确预测何时需要干预。
每台机器都有差别,其老化方式各不相同,不过老化过程通常是缓慢且难以察觉的。如果不主动去探寻那些随时间推移而产生的细微变化迹象,机器的老化可能在很长一段时间内都不会被注意到;直到某个时候,机器突然发生故障,甚至可能是灾难性的故障,导致机器停摆,需要维修,才被注意到。最终用户要求能够尽早收到故障预警,以便提前规划停机时间;而且希望获得能够反映机器细微变化的指标,以防这些变化影响纸张、钣金等最终产品的质量。

为了对机器磨损进行更早期检测并获取关机器输出质量的信息,传感器技术正在向更高灵敏度与更广泛部署的方向演进。测量类型也在不断拓宽,除了温度和振动等检测外,还引入了声学、电机电流和电压测量。这些测量系统结合在一起,可提供对设备状态更全面的洞察。每台机器的测量通道数量因此不断增加。为了揭示测量数据之间的关系,例如x、y和z轴振动测量之间的关系,各项测量通常需要高度同步。这种同步需求导致系统复杂性进一步提高。
随着测量节点和测量方式的日益普及,基于人工的手动检查和测量流程已无法满足需求。系统必须能够部署在工厂车间或偏远站点,并利用现有的有线基础设施进行连接,或利用鲁棒而安全的无线系统进行无线连接。笨重昂贵的传感器和聚合器单元必须变得更小、更便宜、更节能,才能适应这些环境。
集成度更高的新型高精度元器件与子系统级解决方案已经出现,可助力系统开发者将感测能力日益增强的未来变为现实。
数据采集
为了尽早发现机器磨损的迹象,需要具备“预见未来”的能力。在状态监控分析领域,这可通过探查系统中最细微的变化来实现,例如系统温度、振动或声学特征的变化。要检测这些细小变化,传感器和数据采集系统必须具备高灵敏度,即使在强振动或高温环境下,也能在最低检测范围内清晰地捕捉到微小变化。为此,信号链必须具有极高动态范围,也就是系统噪声极低,同时仍能处理信号电平的大幅变化。例如,为了检测往复泵的早期磨损,可能需要检测活塞末端行程位置不足1/10 mm的变化,而活塞整体移动距离可达300 mm。为确保能够看到这种变化,系统噪声必须比该值低至少10倍。因此,检测水平须达到1:300,000或109 dB,这需要18位或更高精度的数据采集系统。
另一个需要考虑的方面是拓展目标带宽。电机轴和许多齿轮系统的特征振动频率相对较低,接近轴的转速或该转速的低倍数。然而,系统中还存在其他具有更高频率特性的部件。为了检测这些具有高频特征的部件(如滚珠轴承和油润滑轴承)的磨损变化,传感器必须能够在10 kHz至80 kHz的频率范围内实现高分辨率和高动态范围。
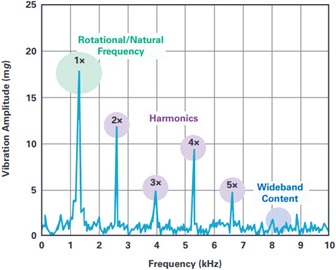
为了解析系统振动曲线中的这些频域特征,检测系统必须具备高动态范围(DR)和极低的总谐波失真(THD)。这些系统使用最新的精密宽带宽Σ-Δ转换器来执行模数转换步骤。目前已有极高精度的模数转换器可满足这些系统的关键要求。此类转换器在DC至80 kHz以上的带宽范围内,实现了出色的动态范围和THD(典型值为+108 dB DR和-120 dB THD),而且具备一些易于使用的特性,例如模拟输入预充电缓冲器、集成数字滤波器和用于多通道相位匹配的跨器件同步。因此,此类转换器是构建高性能CbM数据采集系统的关键器件。功率扩展特性让同一物理硬件可根据具体功率上限进行灵活调整,通过牺牲部分动态范围或带宽来满足总功耗要求。在直流和更宽带宽内保持高精度,可使输入通道在同一平台上满足温度、应变及其他直流或低带宽检测的需求,从而简化状态监控系统的整体架构,降低复杂度,通过单一平台支持所有类型的CbM传感器。
同步采样
在CbM系统中,同步采样的作用是确保不同时域数据集之间的相位关系得以保留。例如,当使用两个正交排列的振动传感器时,可以检测振动相量的方向和幅度。理想情况下,每个传感器输入路径的相位延迟应完全匹配,并随温度变化保持一致。
若CbM系统需要更大的设计灵活性,以满足更广泛的采样速率、带宽或功率扩展需求,SAR ADC产品也是合适的选择。此类器件同样具备高动态范围和THD,吞吐速率高达2 MSPS。此外,它们也集成了易用特性,可降低信号链的功耗和复杂度,并支持更高的通道密度。具有高输入阻抗模式的转换器,可支持更多低功耗精密放大器来直接驱动这些ADC,同时仍能实现理想性能。
为了帮助系统开发者在更紧凑或分布式的采集节点中实现尽可能高的通道密度,并缩短产品上市时间,我们开发了集成度更高的信号链μModule®产品。
这些μModule器件将数据采集信号链设计中常用的关键元件整合在紧凑的、集成电路(IC)大小的模块中。
µModule方法将模拟和混合信号元件选型、优化、布局等设计负担从设计人员转移到器件上,从而缩短整体设计时间,减少系统故障,最终加快产品上市。μModule器件采用微型封装,非常适合分布式低通道数、紧凑型CbM系统或具有较高通道数的机架式系统。
传感器
仅在信号链的数据采集部分实现高动态范围、更宽的带宽、更高的能效比和通道密度,只能解决CbM系统的部分系统设计挑战。传统的集成电子压电(IEPE)振动传感器体积大、笨重且昂贵,通常采用比数据采集系统高得多的电压轨供电。常见压电传感器采用24 V单电源,消耗2 mA以上的电流,并置于厚重的金属外壳中。传感器电源通常由数据采集模块提供,因此要想提高机箱中的通道密度,就会面临功率密度问题和元器件密度问题。加之如今又需要无线电池供电采集节点,传统的压电振动传感器不再能满足这些信号链的需求。
现在,MEMS振动和惯性传感器能够满足这些系统的要求。最新的宽带宽MEMS器件拥有适合CbM应用的噪声和带宽性能,而且采用微型标准表贴封装,功耗水平比同类IEPE传感器低20倍。这些MEMS传感器体积小、功耗低,因此支持开发出非常小巧的多轴电池供电系统,用于长期、持续的状态监控。
电源和连接
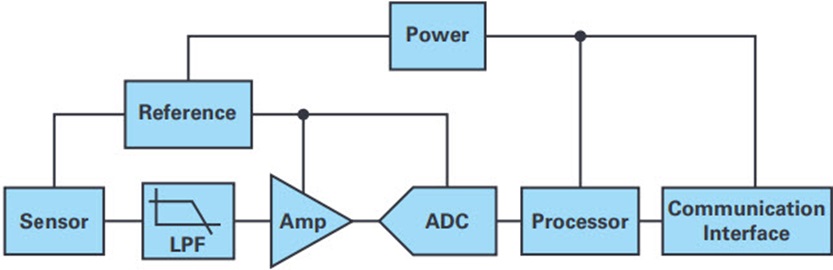
检测机器的温度、振动或噪声并将其转换为数字信息,是监控任务的关键部分,但仅凭这些细节,我们无法了解机器运行的全貌。构建状态监控系统需要密切关注设计中的所有模拟、数字和混合信号器件。为了实现低噪声的数据采集链,不仅需要低噪声的传感器和模数转换器件,还需要低噪声的电源设计。此外,为使系统实现低功耗,电源器件必须能够高效地从电池或现场线路获取电能,同时不增加设计的复杂度。
连接需求取决于具体的应用环境。许多工业设施已经布设了大量线路,用于过程控制或现有环境检测(如温度)。然而,现有的大部分基础设施可能无法应对大规模状态监控所需的大量原始数据或高速数据传输。
一种方法是在不影响现有功能的情况下,通过添加更多数据来增强现有布线的能力。例如,HART®技术可在广泛使用的4 mA至20 mA模拟接口上添加数字形式的诊断信息。类似地,工业以太网可在现有以太网布线的基础上增加确定性和实时控制能力,使控制应用的延迟可预测,并在需要振动或FFT数据的情况下提供更高带宽,支持每条链路上连接多个节点。
另一种方法是无线传输信息。工业环境需要鲁棒且安全的无线网络。最新的智能网状无线电产品是无线芯片和预认证的PCB模块,即使在恶劣、动态变化的射频环境中,也能实现低功耗通信和99.999%以上的数据可靠性。对于状态监控,这保证了故障或瞬态事件能够迅速传送到主控系统,并在尽可能短的时间内得到处理。
CbM的未来
对于能源、石油和天然气等行业中投资巨大的设备,意外停机会直接影响生产成本,因此状态监控必不可少。在工厂车间,状态监控也变得越来越重要,它不仅可作为一种主动维护机器的方法,而且能确保机器在正常运行中持续稳定地生产产品。随着监控能力的价值日益凸显,这项技术将被应用到越来越多的日常设备中,而不再是风力涡轮机或造纸厂的专属;比如,我们将看到CbM出现在火车、飞机和汽车上,甚至最终进入洗衣机及各类小型家电。
系统组件制造商将会把传感器甚至整个通道集成到组件中。电机将自带振动和电流检测功能,轴承和变速箱可能也会如此。未来将会出现独立工作的传感器节点,可直接向用户的手机发送信息。例如,在车库门安装此类传感器后,它能在车辆受困前及时向您发出预警。
为了满足众多不同场景中日益增长的检测需求,设备制造商应采取平台化方法,即用更少的平台来满足更加多样化的需求。测量通道需要能够处理不同类型的传感器,以便机架式设备可以灵活适配不同的传感器组合。在小型设备中,系统需要能够适应不同的电源配置,使得同一监控节点既可用于洗衣机,也可用于电池供电的工具。
结语
状态监控旨在通过检测机器内部的各种可测量参数,实现对机器健康状况的量化评估。提高这些测量的准确度和灵敏度,并减小监控设备的尺寸、重量和功耗,有助于工厂管理者在整个工厂车间部署此类检测技术。
工厂装配类似健身手环的健康状况监控器之后,便能让管理者获得关于生产运营的深度洞察,了解机器运行的细微变化,并利用这些信息尽早做出明智的决策。
提前安排维护工作,并且只为确有需要的机器开展维护,可以显著降低维护成本,不再需要支付加班维修服务和值班技术人员的费用。
得益于更精细化的管控,资本设备的成本可以降低。及早发现和更换磨损部件,有助于机器整体保持良好工况。更密切的监控可以减少灾难性故障的发生。实施精细的终身管理方案,可以延长设备的使用寿命。
工厂最终产品的生产成本也会相应地降低。通过深入了解机器的健康状况,可以控制机器的公差。各批次最终产品的质量将更加一致。机器越界运行或突然停机的情况将会减少。产品返工和物料浪费的情况也随之减少。
ADI公司如何帮助解决此问题
ADI公司深刻理解最终客户的检测和测量需求。无论是希望有效提升已安装设备的效率和使用寿命,还是为终端用户提供测量和分析解决方案,我们都能提供相应支持。
ADI的组合技术方案可以满足CbM的检测和测量需求。除了大多数客户都熟悉的器件级解决方案,我们还提供信号链μModule和电源μModule产品等高集成度方案,帮助客户更快速地完成原型设计或开发可行产品。
ADI可提供完整的信号链,从低功耗MEMS传感器、高性能且高能效的数据转换器,到无线连接和电源管理解决方案,一应俱全。ADI技术将持续为基于中央机架的系统带来理想的性能方案,同时满足分布式监控节点的需求。模拟世界是数据诞生的地方,ADI公司始终走在行业前沿,致力于解析模拟数据,将其转化为有意义、有价值的真实信息。
有关ADI公司状态监控解决方案的更多信息,请访问 analog.com/cbm。
有关更多详细信息,请参阅文章“选择合适的加速度计以实现预测性维护”。