Introduction
Voltage references serve a crucial role in precision analog systems, often setting the noise/resolution floor within an analog-to-digital converter (ADC) for precision measurement systems in instrumentation, test and measurement, and energy metering applications. For the design engineer, a supplier’s portfolio may include a bewildering array of silicon options. But among various voltage reference specifications (voltage noise, accuracy, drift, quiescent current, series vs. shunt, etc.) and their options for packaging (hermetic ceramic, plastic, die packaging), it’s worth assessing whether the end electronics product is actually performing as optimally as desired. There are many design pitfalls that could easily undermine the µV or nV accuracy noise target you were looking to achieve. Through a holistic view of the PCB manufacturing process, this article explores ways that a design engineer or PCB assembly engineer can protect against damaging environmental effects while preserving analog performance.
Background
While every electronics design has different trade-offs in terms of performance, a general analog signal chain will have some manner of analog input signal conditioning, an ADC, and a voltage reference. For the purposes of this article, we’ll use a medium speed 100 kSPS, 16-bit analog sensor input design, as shown in Figure 1. For more information on some of the trade-offs and design choices made in that signal chain, see the CN-0255 circuit note.

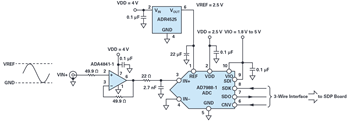
The 2.5 V voltage reference used in this application is the ADR4525 from the ADR45xx series of plastic-packaged voltage references, and it provides high precision, low power, low noise, and features ±0.01% (±100 ppm) initial accuracy, excellent temperature stability, and low output noise. System performance is improved by the ADR4525’s low, thermally induced output voltage hysteresis and low long-term output voltage drift. A maximum operating current of 950 μA and a low dropout voltage of 500 mV maximum make the device optimum for use in portable equipment.
Once you’ve selected the components for your precision analog signal chain, it then falls to the PCB assembly team to manufacture a repeatable system using a printed circuit board as the substrate for your electronic design. As anyone who has worked with precision electronics knows, mechanical stresses at the board level can manifest themselves as dc offsets in a precision circuit design or similarly in a MEMS-based sensor design. This can often be proven by simply pressing on the plastic package of the reference and seeing the output voltage or sensor output change. Environmental factors like moisture and temperature can therefore affect electronic performance due to the differential stresses caused by moisture/humidity/temperature. Temperature causes mechanical stress in the package and board due to the different thermal expansion coefficients of the materials that make up the package and the board. Moisture causes mechanical stress in the package and board since both the plastic and the board absorb moisture, causing them to expand. The results of environmentally induced mechanical stress often take the form of increased drift over temperature/time in the case of plastic-packaged voltage references, or the form of increased offsets in plastic-packaged MEMS accelerometers. For plastic packages, the mechanical stress created by humidity is significant, and one way to manage this humidity effect is to package integrated circuits in ceramic or hermetically sealed packages. While this resolves a large amount of the challenge with humidity, this solution comes with the additional cost of a premium package, and often a larger sized component.
Conformal Coating Options
Another suggested method to isolate these stresses from the voltage reference is to use a conformal coating in the PCB manufacturing process so that any mechanical stress at the board level translates into less stress at the voltage reference. In this case, a thin layer of a coating compound across the voltage reference and corresponding PCB ensures that any stresses induced through moisture or temperature applied to the PCB don’t translate to a differential stress to the voltage reference chip package and induce offsets. This also ensures that humidity from condensation due to cold temperatures has less effect on humidity ingress into the package.
HumiSeal®, a specialist coatings manufacturer, offers many conformal coatings that include acrylics, urethanes, silicones, epoxies, and water-based coatings for the protection of sensitive devices in PCB manufacturing. One of the parameters that allows the selection of the appropriate coating is called moisture vapor permeability (MVP), which is the rate at which moisture vapor passes through a coating. This is pertinent to our application since we are trying to make the PCB impervious to humidity.
The test method for MVP is to take a dry cup with the respective coating applied, put it into a temperature chamber at various humidities, and then periodically weigh the cup to assess how much moisture is traveling through the material and into the dry cup. After a week of this type of testing, it is apparent how effectively the coating slows down the progress of water.
Table 1 shows a selection of conformal coatings and their respective MVP normalized to a per-mil thickness value.
| Material | Vapor Permeation ((g/m2)/day) | Normalized Vapor Permeation ((g/m2)/day/mil) |
Thickness (mil) |
| HumiSeal 1A33 | 9.18 | 0.315 | 29.13 |
| HumiSeal 2A64 | 13.54 | 0.249 | 54.33 |
| HumiSeal 1A20 | 21.89 | 0.492 | 44.49 |
| HumiSeal UV40 | 0.83 | 0.024 | 35 |
| HumiSeal UV40 | No data after one week of testing due to impermeability | No data after one week of testing due to impermeability | 61.41 |
| HumiSeal UV40-250 | 9.1 | 0.156 | 58.26 |
| HumiSeal 1B73 | 25.1 | 1.2 | 20.86 |
| HumiSeal 1C49LV | 60.14 | 2.22 | 27 |
| HumiSeal 1B51 | 0.78 | 0.026 | 35 |
Examining the table yields an important insight—in all cases (with the exception of a very thick UV-cured coating material called UV40), all of these coatings allow some amount of vapor through the coating over time. This is measured in the weight of water that permeates the coating through a given surface area in a given period of time; in these measurements the time period was seven days. Choosing the popular 1A33 coating (a polyurethane coating that is simple to apply, which also means it’s cost-effective) shows that this coating is more than 10 times less effective at slowing down the rate of water vapor absorption than the rubber-based 1B51 coating at a similar thickness. The key message here, though, is that if they’re left for a long enough period of time at high humidity, none of these coatings provide complete blockage against humidity.
This isn’t to discount the usage of conformal coatings. Instead, it’s useful to understand the environment in which the electronics will be deployed. Will the exposed electronics only experience short periods of high water vapor? Will the packaging/container of the electronics block water vapor, meaning that the conformal coating is as useful as wearing both a belt and suspenders? Does the environment of the electronics change so frequently that the purpose of the conformal coating is simply to block fast changes in the electronics? All of these questions are important for the product owner to consider before embarking on a conformal coating path.
One thought to consider here before moving ahead to actual data is that the use of conformal coatings in some cases can increase mechanical stress problems. This is because the coating, if improperly applied, can add stress to the package. For instance, if, in the PCB manufacture stage, the surface of the voltage reference package has moisture on it prior to coating, this almost certainly ensures that this moisture will migrate into the hydrophilic plastic package. From the data sheet for the 1A33 product: “Cleanliness of the substrate is of extreme importance for the successful application of a conformal coating. Surfaces must be free of moisture, dirt, wax, grease, flux residues, and all other contaminants. Contamination under the coating could cause problems that may lead to assembly failures.” This is good guidance to anyone considering a conformal coating.
Data and Discussion: Does It Hold Water?
To assess the effect of conformal coatings, Analog Devices has produced a set of test boards. Each board has 27 of the same high performance voltage references soldered to the PCB using the recommended J-STD-020 reflow profile. The boards are placed in a humidity chamber and measured using a Keysight 3458A 8.5 digit digital multimeter (002 model) that achieves a 4 ppm/year drift by using the LTZ1000. The chamber is maintained at a constant temperature and humidity while the boards are allowed to settle. The boards sit in the chamber for up to a week before the humidity step is applied while keeping the temperature constant. Two different conformal coating processes were used on the plastic-packaged voltage references to assess the effect of humidity in the presence of the coatings.

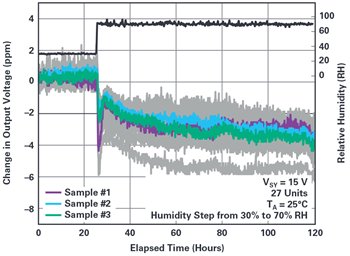
Using the ceramic packaged ADR4525 as a baseline (Figure 2) establishes that 100 hours of being subjected to 70% humidity shows a change in the voltage output of ~3 ppm, or 0.075 ppm/% RH, which is excellent stability. The initial peak in the data is due to a jump in temperature that is caused by the sudden shift in humidity. The humidity chamber slowly recovers the temperature back to 25°C, as can be seen in the data. In contrast, the same voltage reference die when placed in plastic packages in the same environment and test conditions shows a voltage output change of ~150 ppm, as shown in Figure 3. Normalizing the data from Figure 3 with a 60% RH shift shows that the output drifts at ~2.5 ppm/% RH with no conformal coating applied. It also looks apparent that the drift hasn’t completely settled out after 168 hours of soaking the boards in the high humidity environment.


The HumiSeal 1B73 acrylic coating was tested next and the data is shown in Figure 4. The application procedure consisted of first washing and baking the board (submerge the boards quickly a few times into 75% isopropyl alcohol and 25% deionized water, lightly hand brush, then bake at 150°F for 2 hours), and then spraying the 1B73 coating to the specified thickness. The entire board was coated with the exception of the edge connector, which is required to be clean to enable measurement of the output voltage.


While the oven used in this test limited the humidity stress to 70% RH, the normalized drift looks like ~100 ppm/40% RH or 2.5 ppm/% RH, which isn’t that different from the drift with no coating applied. In consultation with HumiSeal, it’s possible that the coating didn’t fully adhere to the underside of the voltage reference package along with the edges of the parts as well. It’s also useful to note here that the ~168 hours of testing under the high humidity may still not be long enough as the voltage reference looks like it hasn’t fully stabilized yet, similar to the uncoated parts. However, it is useful to see that the humidity effect does appear to have been slowed down in rate of change, at least at the initial time step, which lends credence to the concept of the moisture vapor permeability rate, where the coating isn’t stopping the moisture, but is instead slowing it down.
The next test tried the same conformal coating (HumiSeal 1B73) but with a three-step application process that used a dip coating process to better ensure complete coverage of the board. This data is shown in Figure 5.


Issues with the oven prevented more than 96 hours of testing for this test. Normalizing the data set for a 30% RH to 70% RH step shows ~90 ppm or 2.3 ppm/% RH, which is not the massive improvement that was hoped for with this application process, but a slight improvement over the spray coating—although it’s fair to say that if left for a longer test, this slight improvement may disappear. The three tests are summarized in Table 2.
| ADR4525 Plastic, No Coating | ADR45xx Plastic, 1B73 Spray Coated | ADR45xx Plastic, 1B73 Dip Coated | ADR4525 Ceramic | |
| Hours of Testing | 168 | 168 | 96 | 168 |
| RH Test Regime | 20% RH to 80% RH | 30% RH to 70% RH | 30% RH to 70% RH | 30% RH to 70% RH |
| Output Drift Result | 2.5 ppm/% RH | 2.5 ppm/% RH | 2.3 ppm/% RH | 0.075 ppm/% RH |
Future testing could include other types of conformal coatings (silicone, rubber, etc.) along with many other variations in the application process. In addition, doing cross-section analysis after coating would also confirm whether the application thickness matches the manufacturer’s specifications, along with whether or not some of the edges were adequately coated. In short, the data from these experiments show that the ceramic hermetically sealed package is the single best defense against humidity ingress.
Conclusion
In a design that is only targeting 10 bits of accuracy (1 in 1000 type accuracy or ±5 mV in a 5 V reference), there is a lot of room for hiding inaccuracies from a variety of error sources. However, if your precision instrumentation system is targeting 16 bits and even 24 bits of accuracy, it’s imperative to look at a whole system design, including PCB manufacture, to ensure complete accuracy over the life cycle of your design. This article shows that the best way to ensure humidity performance is to use hermetic packages like ceramic, and that conformal coatings can slow down the humidity effects within precision analog electronics. As the design engineer moves their design through to manufacture, it becomes necessary to leverage skills outside of electronics, consulting with coatings companies to get the absolute best performance in challenging environments. The expression “this argument holds water” typically means that your argument has merit and is true. In this case, following best practices will ensure that your voltage reference itself won’t hold water, but instead will keep water out and preserve the performance you need in your precision design. This design approach holds water while your voltage reference doesn’t!
References
ASTM E398-03, Standard Test Method for Water Vapor Transmission Rate of Sheet Materials Using Dynamic Relative Humidity Measurement. ASTM International, 2003.
Bryant, James. “Ask the Applications Engineer—11: How Good Must a Voltage Reference Be?” Analog Dialogue, Jan. 1992.
HumiSeal 1A33 Urethane Conformal Coating Technical Data Sheet. HumiSeal, 2019.
“IPC-HDBK-830: Guidelines for Design, Selection and Application of Conformal Coatings.” IPC, Oct. 2002.
“MT-087 Tutorial: Voltage References.” Analog Devices, Inc., 2009.

