Ball Grid Array (BGA) Packages and PCB Design Guidelines
要約
This application note discusses Analog Devices’ BGA packages, and provides PCB design and board assembly process guidelines.
Introduction
Analog's BGA packages consist of one or more dice connected to a laminate substrate in either wire-bonded or flip-chip configurations. Some packages may contain surface-mounted components (SMTs), depending on the application. A representative image of the package cross-section is shown in Figure 1.
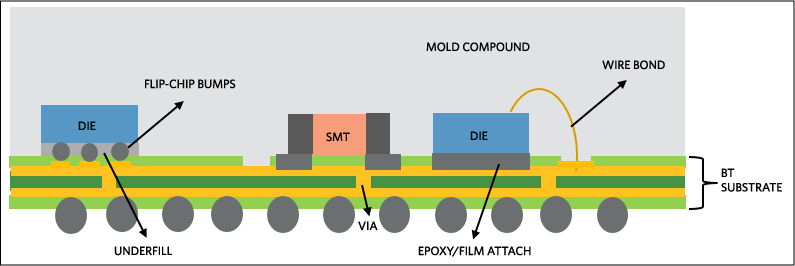
Figure 1. Analog BGA package cross-section drawing (not to scale)
PCB Design
Analog BGA packages use solder mask-defined (SMD) pins/ balls.
Two types of land patterns are used for surface-mount devices:
- Solder Mask-Defined (SMD) pads have solder mask openings that are smaller than metal pads.
- Non-Solder Mask-Defined (NSMD) pads have solder mask opening that are larger than the metal pads.
Analog recommends the use of NSMD pads due to the following advantages: (i) Copper etching process has better control compared to solder masking, and (ii) NSMD provides a large metal area for the solder to anchor to (pad area + vertical edges of pad).
IPC-7351 guidelines can be used to design PCB pad patterns based on the package outline drawings for the respective packages. The IPC land pattern calculator can be downloaded from the IPC website (www.ipc.org).
For NSMD
PCB land pad dimensions are recommended to be equal to the BGA ball size. Solder mask opening should be BGA ball size + 0.1mm.
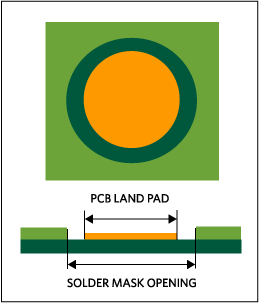
Figure 2. Illustration of NSMD land pad pattern.
PCB Surface Finish
The selection of an appropriate PCB pad surface finish is critical to ensuring optimum manufacturing of the final board assembly. Popular surface finishes for PCB pads are listed below:
- OSP (Organic Solderability Preservative)—Recommended
- ENIG (Electroless Nickel, Immersion Gold)—Recommended
- Electroplated Nickel, Gold
- Immersion Ag
- Immersion Sn
Stencil Design
The stencil thickness and pattern geometry determine the precise volume of solder paste deposited onto the device land pattern. Stencil alignment accuracy and consistent solder volume transfer are critical for uniform solder reflow. Stainless steel stencils are preferred. Stencils should be laser-cut and then electro-polished for better release than the regular laser-cut stencil.
The recommended stencil thickness is 4mils (0.100mm).
The stencil apertures are recommended to be circular in shape, and the same size as the PCB land pad. The tolerances must be tightly controlled as they can effectively reduce aperture size. Walls of the apertures should be: (i) smooth, and (ii) with a trapezoidal cross-section (bottom opening larger than top) to enhance the release of solder paste from the aperture. Stencil aperture must meet the industry-standard area ratio of (Area of aperture opening/aperture wall area) > 0.66.
Solder Paste
A low-residue, no-clean solder paste is recommended for mounting BGA packages. Type III or IV solder pastes are best suited for the typical pitch used in Analog's modules. Nitrogen purge is recommended during solder reflow. Follow the paste supplier's recommended stencil clean frequency for respective solder pastes.
Recommended solder paste compositions are shown below:
- Lead-free (recommended): SAC (Sn-Ag-Cu) alloys (SAC305)
- Lead-based: Sn/Pb alloys (Sn63Pb37)
Screen Printing
A metal squeeze should be used with a 45° to 60° print angle. For printing, 20mm/sec should be used as a starting speed, with speed being increased as necessary. Pressure of ~10N/mm should be applied with the squeeze while printing. The snap of distance should be 0mm. Also, it is recommended to do a post-printing solder inspection to check for print quality.
Placement
A standard pick and place machine with 0.05mm accuracy can be used for placing the BGA modules on the printed solder. Low mounting speed is recommended to prevent the paste from squeezing out.
Reflow
It is recommended to use a forced convection oven with nitrogen, having temperature uniformity within ±5°C. Reflow profile guidelines from the solder paste's data sheet should be followed. The guidelines are based on the temperature at the actual joint location; the actual temperature of the solder joint often differs from the temperature settings in the reflow system depending on board density, board thickness, and other parts mounted on the board. It is recommended that the profiles be checked using thermocouples at the solder joint locations prior to being used for the actual board interconnection reflow. Figure 3 shows the recommended reflow profile for Pb-free solders, per JEDEC JSTD-020.
Double-sided reflow should not be performed for these BGA modules.
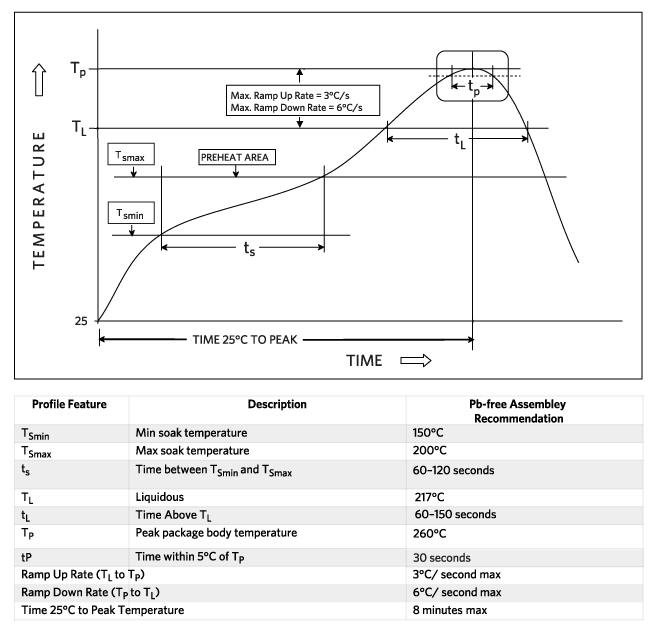
Figure 3. Recommended reflow profile for Pb-free solders, per JEDEC JSTD-020.
Cleaning
If low-residue, no-clean solder paste is used, cleaning is generally not required. It is recommended that the supplier's guidelines for cleaning be adhered to. If cleaning is done, boards need to be dried later.
Solder Joint Voiding
IPC recommends the use of a maximum void spec of 25% for solder joints. If higher voiding percentage is observed, increasing the soak time can be evaluated as an option.
Rework
Component Removal
An appropriate rework station should be used for any rework on the parts. It is strongly recommended to bake the PCB assembly at 125°C for 24 hours to eliminate residual moisture before component removal. The bottom of the PCB should be heated using convective heaters, while hot air or gas is used on the top side of the component (this is to prevent warpage). A special nozzle should be used to direct the air to the component only in order to reduce heating of adjacent components. Thermocouples should be used on the top and bottom sides to monitor actual temperature at the part. Maximum part temperature should be above the liquidus temperature of 217°C, but should not exceed 260°C. Once the joints have reflowed, the vacuum lift-off should be automatically engaged during the transition from reflow to cool down. The vacuum pressure should be kept below 15 in. of Hg to ensure the component is not lifted out if all joints have not been reflowed.
Site Redress
Following component removal, the PCB site should be properly cleaned, while taking care that the pads are not damaged. The PCB pads should then be cleaned with a solvent; the solvent is usually specific to the type of paste used in the original assembly. The paste manufacturer’s recommendations should be followed.
Solder Paste Printing
It is recommended that a miniature stencil be used to print solder paste on the PCB surface at the component site. Follow stencil thickness, stencil design, solder recommendations, and screen-printing guidelines, as provided for original PCB assembly. Inspect the site before replacing the new part.
Component placement
A new replacement part should be used; it is not recommended to use the removed part. A split-beam optical system should be used to align the component on the PCB (as the leads are at the bottom of the package) as this this will provide an image of leads overlaid on the mating footprint and aid in proper alignment. A placement machine having 0.05mm placement accuracy should be used.
Reflow
The same reflow profile as provided for initial-component-attach reflow is recommended to be used. X-ray can be used to ensure that all the joints are formed successfully.
Units Shipping
Parts will be shipped in tray or tape-and-reel form. All parts will be baked and dry-packed with desiccants and a humidity indicator card. If the humidity indicator card has turned pink, or if the parts have been exposed to longer than their floor life, packages should be baked at 125°C for 48 hours. Refer to JEDEC specification J-STD-033C for correct use of moisture/reflow-sensitive surface-mount devices.
Maximum allowable downward pressure that can be applied on Analog’s BGA packages.
Below mentioned guidelines should be followed for the maximum downward pressure that can be applied to the top of Analog's BGA packages. These guidelines assume that the printed-circuit board (PCB) is supported properly to prevent flexing or bowing.
- Maximum downward force to be applied during a one-time instance (e.g., heat sink attach) should not exceed ~20 grams/BGA ball
- Maximum continuous/sustained force applied should not exceed ~4 grams/BGA ball
- These are strictly guidelines and may require further optimization.