iCMOS - A Breakthrough in Industrial-Sector Electronics
State-of-the-art integrated circuit technology is about to rediscover the industrial market. Until now, converters, amplifiers, switches, multiplexers, and other devices that operate at high voltages in electrically noisy environments had struggled to follow the technology curve – the trend toward smaller geometry processes. Analog Devices' introduction of iCMOS – industrial CMOS – changes all that. The new process technology enables users to put as much as 30 V across a chip with submicron geometry. An optional drain extension allows operation at up to 50 V.
In addition to the high-voltage MOS, Analog Devices' iCMOS industrial process technology includes high-voltage, fully complementary bipolar devices. With these components, iCMOS combines the performance benefits of a complementary bipolar process, the efficiency of CMOS, and high-voltage capability. The numerous components available on the process enable a new level of performance from on-chip integration (See figure 1). iCMOS is a completely modular electronics-manufacturing process, in that the performance and robustness of each of its large suite of available devices are not the result of traditional trade-offs to achieve integration.
 Figure 1 |
As a submicron process, iCMOS allows the integration of modern digital logic with high-voltage analog components. iCMOS devices can thus have higher performance, a more integrated feature set, lower power consumption, and significantly smaller board area than previous generations of high-voltage parts.
In addition to enabling dramatic decreases in power consumption, iCMOS devices result in greater performance and stability and more integration on a single chip, thus giving more design flexibility than has previously been available in industrial applications. iCMOS will enable 12- to 16-bit analog-to-digital converters (ADCs) with software selectable inputs allowing wide input ranges from ±2.5 V to ±10 V while providing 85% lower power consumption than existing solutions. iCMOS digital-to-analog converters (DACs) can provide industry leading performance in packages that are 30% smaller. iCMOS multiplexers will demonstrate 3- to -4-ohm on-resistance in 16 pin TSOPs (thin small-outline packages) - about an 85% reduction to the industry standard on resistance for &15-V multiplexers.
About Analog Devices' iCMOS industrial process technology
Key to iCMOS is the development of a manufacturing process that allows growth of thicker gate oxide, enabling switches capable of handling high voltages to be fabricated alongside conventional 5-V devices.
iCMOS uses a capacitive array to perform on-chip voltage attenuation, greatly reducing power consumption and board space as compared to conventional resistor-array signal conditioning. Its designers wanted to create a truly modular process that could produce both high- and low-voltage devices for a wide variety of applications. This required the development of specialized epitaxy and photolithographic masks that would work seamlessly together in many different configurations.
This challenge was especially acute for the bipolar transistors, which have requirements that ordinarily influence the surrounding devices. iCMOS overcomes this issue to ensure that the overall performance of the devices are not compromised. As iCMOS runs many different process technologies under one umbrella, it is both cost-effective and highly flexible.
Component Options
First among the features of iCMOS is that both the 5-V CMOS and the high-voltage CMOS, be they 16-, 24-, or 30 V devices, can be fully isolated from the substrate and from each other. That isolation makes possible multiple voltage supplies to a single iCMOS chip. For example, in a mixed-signal device, a ±15 V product with -15 V substrate bias could also include standard 5-V digital logic (See figure 2).
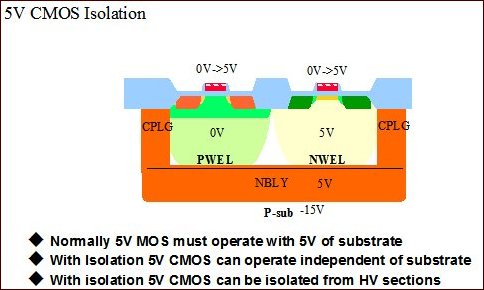 Figure 2 |
The list of iCMOS options includes:
- isolated, vertical PNP and NPN transistors, both with poly emitter construction
- trimmable, high-density, thin-film resistor arrays of 1000 ohms/square
- standard poly-poly capacitors, available on both high-voltage and 5 V CMOS
- both fuse- and ROM-based memory capability
- a variety of other resistors, diodes, and JFETs
The ability to mix and match components and operating voltages makes the iCMOS process especially flexible. Some examples will show just how flexible it can be.
Bipolar transistors are used for many reasons, but one of the key purposes is to improve matching in low-offset-voltage amplifiers. With two suites of complementary bipolars available in iCMOS, one set can operate at 16 V with ft (transit or cut-off frequency) of 6 GHz for the NPN and 4 GHz for the PNP, the other set at 30 V, with approximately 1 GHz performance on both NPN and PNP. The bipolars also provide exceedingly good references, matching, and stability for accuracy in ADCs and DACs.
Thin-film resistors can be used to provide the high-precision and high-accuracy elements on the process. They are very well matched, providing approximately 12-bit raw matching and up to 16-bit matching depending on the architecture a designer chooses. These resistors have temperature and voltage coefficients approximately 20 times smaller than conventional polysilicon resistors. Their mismatch versus temperature and voltage is 10 times smaller. Together, this gives iCMOS the capability for higher accuracy and higher precision DACs.
Similarly, iCMOS's standard poly-poly capacitors enable precision devices such as switch-cap filters.
The on-board memory is especially important in applications requiring configuration of parts after fabrication. This feature enables the use of digital calibration techniques to calibrate integral non-linearity, offset and gain in high-precision converters. Finally, the process allows the ability to do software switching of input voltage ranges or other parameters. With this capability, a given iCMOS device could be inserted into a variety of applications, greatly simplifying inventory and production design.
iCMOS benefits
The primary benefit of iCMOS is that a small-geometry process can now be used to produce precision converters, amplifiers or other mixed-signal devices that are capable of handling industrial-level voltages.
In the past, to get the high speed and low power consumption of iCMOS devices, industrial users needed external signal conditioning, biasing, and op amps, and multiple power supplies. Previous manufacturing technologies capable of handling 30 V were in the three- to five-micron range. Adding digital functionality to such devices caused them to grow to unacceptable sizes.
iCMOS makes this approach obsolete. Functionality previously available only in 28-pin SOIC packages can now be had in 16-pin TSSOP (thin shrink small outline package) or 10-pin microSOIC packages.
There are other benefits as well. iCMOS enables the integration of more of the signal chain into a single device without compromising performance.
The process's vertical PNPs and NPNs provide the best references and the lowest-noise amplifiers at a given power, leading to a significant decrease in the power consumption required for general parts. On ADCs, the high-impedance inputs eliminate the need for resistor-array signal scaling, providing a similar decrease in power consumption. The low Ron of iCMOS multiplexers completes the picture.
Conventional applications for iCMOS products include process control, factory automation, and control loops in large, noisy, difficult environments using a ±10 V signal range. For these applications, the primary benefits of the new process are the integration of the signal chain and overall simplification of system design.
But the instrumentation segment - communications, automated test equipment, and medical devices with a signal range of ±5 V - will also benefit from the dramatically reduced power consumption, smaller device dimensions, and increased performance.
iCMOS is a state-of-the-art process that will enable Analog Devices to address the needs of a wide variety of users and applications.
关于作者
关联至此文章
产品分类